-
案例 | 3M研磨砂带在框架式砂带机去除钢板缺陷和氧化皮上的应用
2022-12-27
今天开始,小编将不定期为大家带来一些实际的应用案例,以及专家技术经验的分享。今天这篇专业干货就为大家介绍3M研磨产品在框架式砂带机去除氧化皮和钢板缺陷方面的应用,以及基于3M核心研磨技术平台Cubitron II开发的砂带产品线的选择。
应用需求
由于热轧时需要将钢板加热至再结晶温度以上,故轧制后表面容易有黑色的氧化皮、缺陷和局部尺寸超差。为了后续工艺要求(如探伤和交货需求等),需要对金属表面进行处理。

产品推荐
在使用框架式打磨机时,相较于传统的固结砂轮和千叶轮,砂带的打磨效率更高、噪音更低,同时在安全性上也具有很明显的优势。因此在此应用中,我们主推砂带产品。
3M基于工业研磨核心技术平台Cubitron™ II开发的砂带产品线具有切削力高、寿命长、冷切削效果好的特点。使其在钢板去除氧化皮、钢板抛光、钢板打磨、去毛刺以及表面拉丝等工作中事半功倍,是热处理氧化皮的解决办法。

3M™Cubitron™ II的精密塑型矿砂结合了原始Cubitron先进的矿物特性以及3M™ Trizact™ 磨料中开创性的精密微复制结构。三角形结构的颗粒出现摩擦磨损,会持续发生断裂,从而形成锋利的尖角和边缘,快速切开金属。
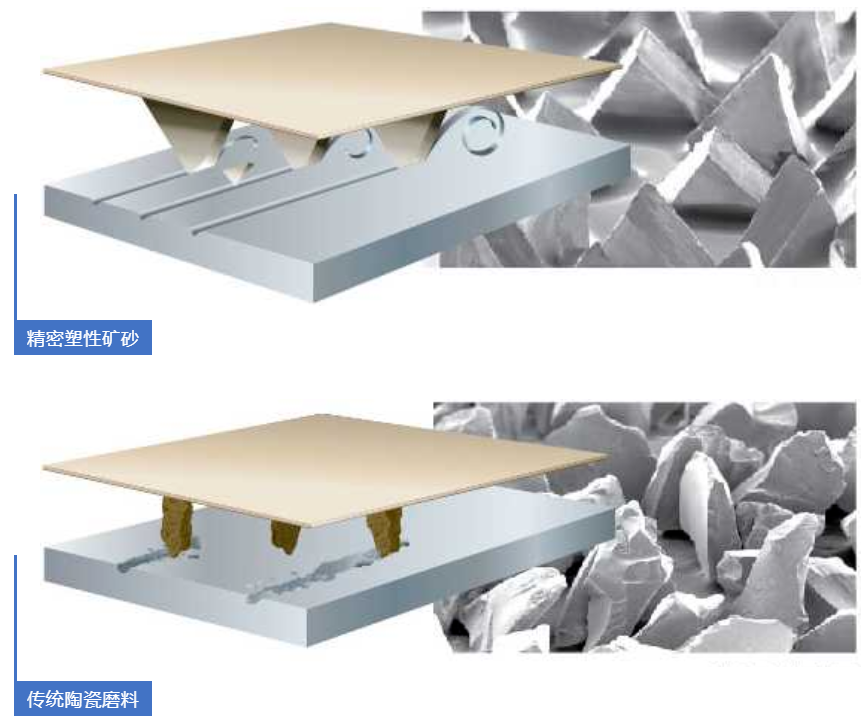
而传统陶瓷磨料呈不规则块状结构。这种矿砂更趋向于对金属进行“刨削”,而非干净利落地切削,使得热量聚集在工件和磨料中,从而导致切削速度减慢、研磨砂带寿命缩短及其它不良现象,如过度抛光/烧痕。
快速Get Cubitron™II砂带的优势:
在同等打磨条件下,明显可见3M Cubitron II 984F砂带(左边)对于工件的切削速度大于普通砂带。

相比普通砂带,984F不易灼伤工件表面。
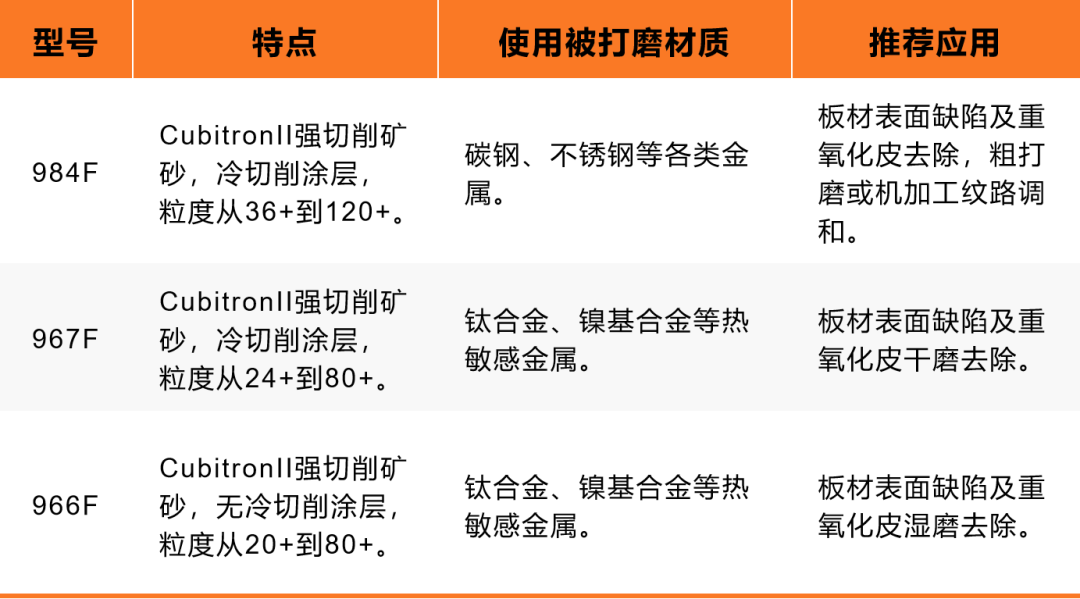
产品选择
三款Cubitron II砂带各有所长
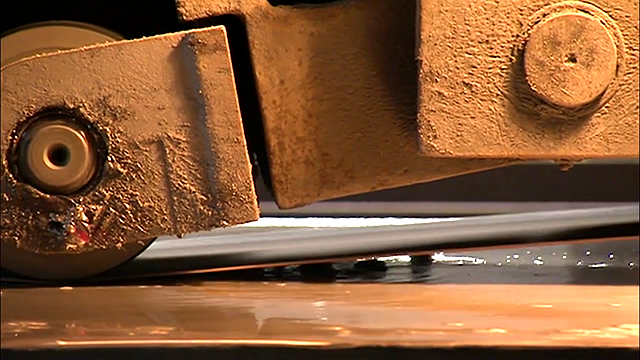
加工实例
应用实操验证 效果不负期待
应用:热轧钢板表面缺陷去除、热处理氧化皮的解决办法
工件材料:316L不锈钢
加工类型:金属表面处理、缺陷去除
工具:框架式砂带机
研磨产品:984F
在此应用中,3M专家总结了如下Tips:
磨削参数:
砂带表面速度:根据被打磨工件材质而定,一般不锈钢板在进行缺陷去除时应在30m/s左右。可根据板材厚度提高或降低线速度,以避免在打磨过程中钢板由于过热而产生变形。

接触轮的选择:
通常情况下,重切削时会选用较硬接触轮,橡胶材质建议硬度在90度,甚至选用金属接触轮。齿槽形式选用1:1或更小齿槽比。但是考虑到板面状况和设备运行过程中,太硬的接触轮可能会造成跳动或漏抛。所以如果选择80度左右接触轮的话,注意需要更小的齿槽比来促进矿砂的自锐。

工作压力:
通常我们会根据选择的砂带型号、宽度、以及缺陷(或氧化皮)的严重程度来设定工作压力。工作压力需随着砂带的耗损进行补偿。如60kg-90kg-120kg-150kg,这样的工艺步骤。
另外,砂带张紧力、冷却液的流量和喷射角度、走行速度都会影响到打磨的最终效果。
后续我们将继续为大家带来更多的
实际应用案例解析
敬请期待!
如有其他关于砂带应用的困惑
扫描下方二维码提交您的问题
3M专员会及时与您联系!

-
 3M工业研磨产品部
3M工业研磨产品部
电话咨询技术销售代表企业采购商务问题请拨打以下电话
电话:021-62754228企业采购商务问题也可邮件联系
邮箱:[email protected]业务范围:不限于上海、浙江、山东、福建、江苏、广东、广西、江西、海南、北京、天津、河北、山西、内蒙、东北、河南、湖南、湖北、安徽、四川、重庆、贵、云、藏等全国地区
(请在每个国家法定工作日上午9:00-下午5:00之间拨打) -
 3M研磨科技官方微信
3M研磨科技官方微信 3M磨料选型工具
3M磨料选型工具
非工业研磨类3M产品咨询(如胶带、个人防护用品、汽车用品、净水器等),请拨打3M总机:021-62753535
-